What is Polycrystalline Diamond PCD Tooling?
Polycrystalline diamond PCD tooling has a surface layer of diamond which is bonded at high temperatures and pressures to a carbide base with a binding agent at very high temperature and pressure. The bonded diamond coating makes the cutting surface and edges of the tool extremely hard and durable and suitable for a wide range of precision cutting operations including CNC turning and finishing of non-ferrous metals.
PCD tooling was developed by deBeers more than 40 years ago, and is now very commonly used across a wide range of machining and cutting processes in industry sectors ranging from woodworking and furniture manufacture through to high speed manufacture of aviation components and other special alloy parts.
Main Features of PCD Tooling Inserts
- Very Hard
- Good Thermal Conductivity
- High Wear Resistance
- High Precision
- Excellent For High Speed Cutting
PCD tools are highly abrasion resistant and very durable, enabling them to be used to cut the hardest materials. The carbide base adds structural strength and stability and the fine cutting surface of PCD tools makes them well suited to polishing to a very high standard and making precision cuts. The fine finish achieved from polishing with PCD is often referred to as a ‘diamond’ finish.
Because PCD tools are very durable they maintain a sharp edge for much longer than conventional tools and have an exceptional service life while maintaining high cutting and polishing precision. They can also be used to cut materials at high speeds, increasing removal rates and reducing the time taken to complete machining tasks. This increases throughput and profitability.

Applications of PCD Tooling Inserts
- Non Ferrous Metal Cutting
- Aluminium With Si Content Below 16%
- Aluminium Crystalline Combinations (Si Content Above 16%)
- Copper
- Carbon
- Ceramics
- Plastic
- Fiber Reinforced Plastics (FRP)
PCD tools are ideal for high speed cutting of non-ferrous metals and alloys, but are not well suited to cutting ferrous metals. Ferrous metals often contain carbides that react with the carbide base of PCD tools causing increased wear and corrosion. For high speed and precision cutting of ferrous metals polycrystalline cubic boron nitride (PCBN) is a better choice.
The Advantages of Polycrystalline Diamond (PCD) Tools
- High Precision & Clean Cutting of Non-Ferrous Alloys & Composites
- Resistant to Chemicals & Corrosive Substances
- Very Durable & Hard Wearing
- Suitable for High Speed Operation
- Rapid Removal Rates
- Excellent ‘Diamond’ Finish for Polishing
The extreme precision, stability and fine cutting of PCD tooling reduces the need for additional finishing after cutting, which can be a significant cost with HSS or even carbide tools. Using PCD tooling inserts saves time and reduces costs at all stages of your operational workflow when machining aluminum, composites or other non-ferrous materials.
Chain Headway PCD Tooling Inserts
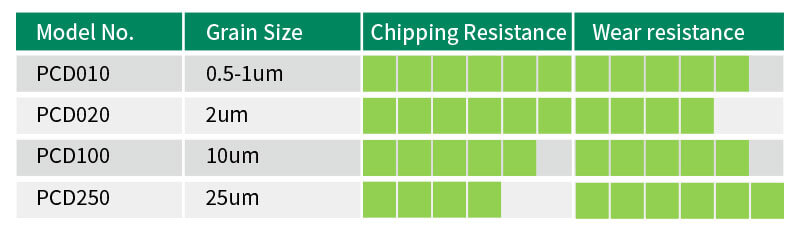
Chain Headway manufacture four models of PCD tooling inserts. These feature crystalline grain sizes that are suitable for different applications. Fine grained inserts have high chipping resistance and offer the finest, most precise cuts, but tend to wear more rapidly than coarse grain inserts. Coarser grain inserts are better for applications where rapid cutting is required as well as longer life but finish quality is not so important.
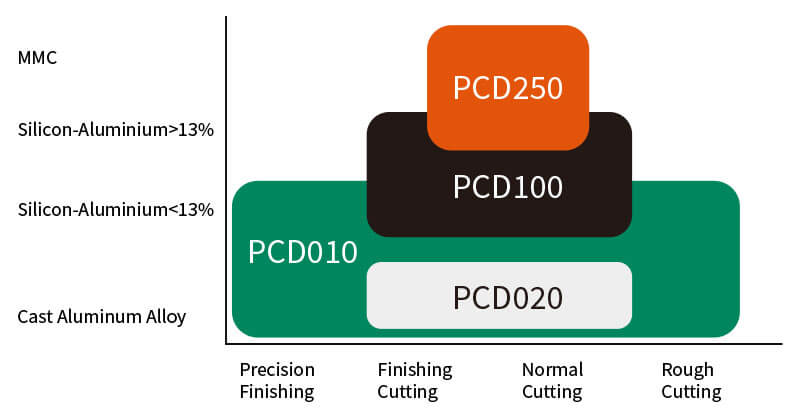
Tool Insert Suitability For Different Materials
PCBN Inserts – A Cost Effective Alternative to PCD
Polycrystalline cubic boron nitride inserts are manufactured in a similar way to polycrystalline diamond. The cubic boron nitride is second only to diamond in hardness and is very well suited to ferrous metal cutting, polishing, and CNC turning.
For metals, alloys and composites containing carbide it is better to use polycrystalline cubic boron nitride (PCBN) inserts than PCD inserts. PCD tools are not suited to cutting materials with a high carbide content, which will cause corrosion of the tool as PCD tools have a carbide base.
PCBN tools do not react with carbides and can be used for cutting materials that PCD is not well suited for, especially ferrous metals with a hardness ranging upward of 45HRC including Chromium Chilled Cast Iron and other carbide-containing materials. PCBN inserts are ideally suited for machining:
- Hardened Steel
- Hardened Cast Iron
- Grey Cast Iron
- Cr-Chilled Cast Iron
- Iron Series Metals
- Cobalt, Nickel or Iron Based Wear Resistant Alloys
- Materials With Carbide Content
Because PCBN is very resistant to high temperatures, remaining stable and not oxidizing below 1200C it is ideally suited for cutting materials at high speed, reducing the time taken for machining tasks. High temperature resistance also makes PCBN suitable for cutting materials that are extremely hard and can cause very high machining temperatures.
Very few materials exceed the temperature limit of PCBN in normal machining operations. The exceptions are metals such as Inconel 718 or Nimonic which are used in the aviation or nuclear power industries. PCBN can still be used to cut even these materials if appropriate precautions are taken to reduce the temperature at the cutting face.
Advantages of PCBN Inserts
There are many advantages of PCBN inserts over traditional tooling. The significantly extended life of the tool, which can be 50 times the expected life of a standard tool, makes PCBN inserts highly cost effective.
- Durable and Hard Wearing
- Corrosion Resistant
- High Temperature Tolerance
- High Thermal Conductivity
PCBN inserts are well suited to high speed cutting and material removal, which reduces the time taken to complete tasks and increases business throughput. Reducing operation cycle times means more parts can be completed without adding machines or operators. This saves time and increases profitability. Precise cutting means fewer faults and reduced wastage, adding to the cost effectiveness of PCBN inserts.
- Suitable for High Speed & Hard Material Cutting
- Precise and Consistent
- Fast Removal Rates
- Reduced Wastage
For ferrous metal cutting and machining it is difficult to beat PCBN tooling inserts. Combining long life with very fast removal rates, precision and thermal tolerance. Choosing PCBN tooling inserts saves time and reduces costs significantly at all stages of your product manufacturing cycle.
Chain Headway PCBN Tooling Inserts
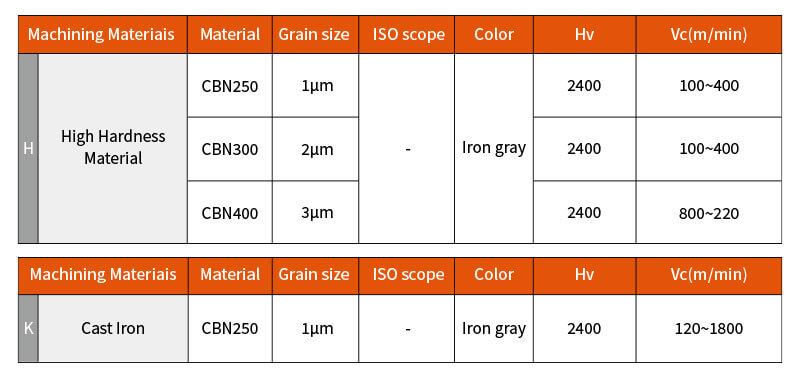
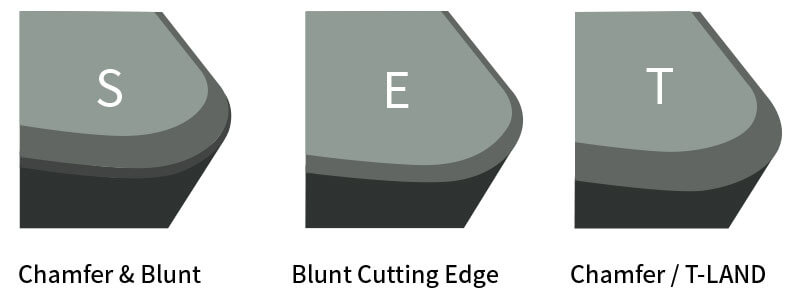
We supply a range of PCBN tooling inserts with grain sizes between 1µ and 3µ for cutting high hardness materials and a 1µ PCBN insert for cutting cast iron. Chain Headway PCBN inserts are available with three different cutting edge types: Chamfer & Blunt, Blunt and Chamfer / T-LAND.
Grain Size & Feature
PCBN Cutting Edge
PCBN Cutting Data

Customized Tooling Inserts
We are happy to design customized inserts to your requirements and offer our long experience of tooling insert design and manufacture to ensure that you receive the best possible and most cost effective cutting solution.
For customized inserts, it will help us to assist you if you have some or all of the following information available. This is not essential as we maintain a strong in-house design team who will be happy to work with you to optimize tooling inserts to achieve the best results.:
- Material (Model No. / HRC)
- Machining Type (Turning, Milling, Boring)
- Cutting Data
- Machining Process – Continuous or Interrupted
- Machining Demand (Surface Demand)
- Special Requirements (With Drawing)


